-
 Additonal waste heat recovery
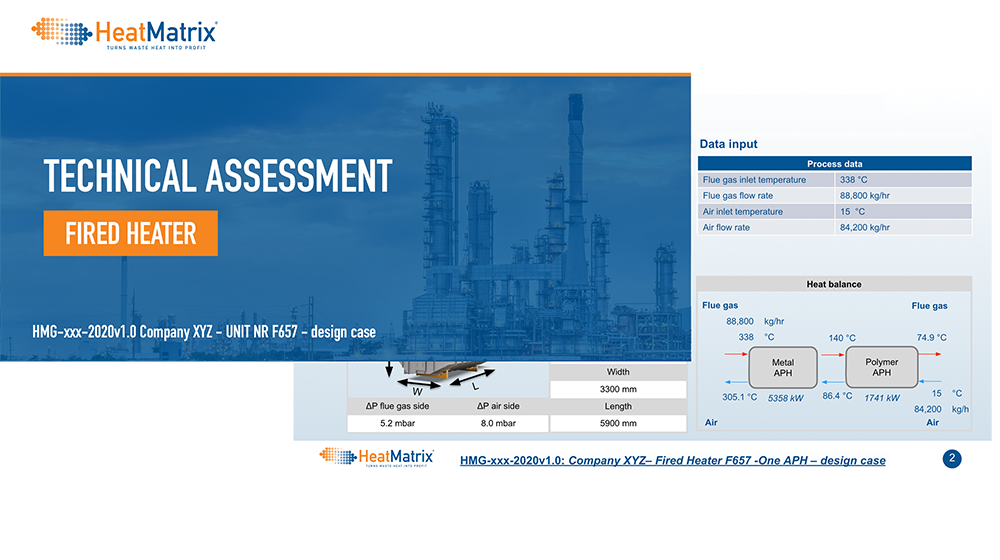
Additonal waste heat recoveryCold spot corrosion problems limit heat recovery on Fired Heaters. The polymer air preheater of HeatMatrix combined with an (existing) metal air preheater enables heat recovery to a flue gas temperature below 100 °C and can boost heater efficiencies to 95% or higher.
-
 Increased reliability of existing metal air preheater
Increased reliability of existing metal air preheaterThe polymer air preheater can be installed in series with the existing metal air preheater. The polymer air preheater protects the metal air preheater for cold spot corrosion and the metal air preheater protects the polymer air preheater for high temperatures. The combination allows heat recovery over a broad temperature range with a reliable operation.
-
 Prevention of downstream corrosion
Prevention of downstream corrosionThe polymer air preheater can be installed upstream or downstream the ID fan. By-passes in both flue gas and air ducts can be considered for maximum reliability and flexibility. The downstream ducting and ID fan will not be impacted by cooling through the acid dew point because most of the acids are removed.
-
 No influence of sulphur fluctuations in fuel
No influence of sulphur fluctuations in fuelSulphur fluctuations lead to fluctuations in acid dew point. The operation of the polymer air preheater is insensitive for these variations because it is corrosion resistant.
-
 Protection against seasonal temperature changes
Protection against seasonal temperature changesThe polymer air preheater preheats the air before it enters the metal air preheater. Therefore the metal air preheater always operates at an elevated air temperature and seasonal influences are not posing a cold spot corrosion risk.
-
 Elimination existing Steam air preheater
Elimination existing Steam air preheaterThe polymer air preheater replaces an existing steam air preheater. That means that you will not have any steam costs and maintenance costs.