-
 Resistant to corrosive flue gas and exhaust air
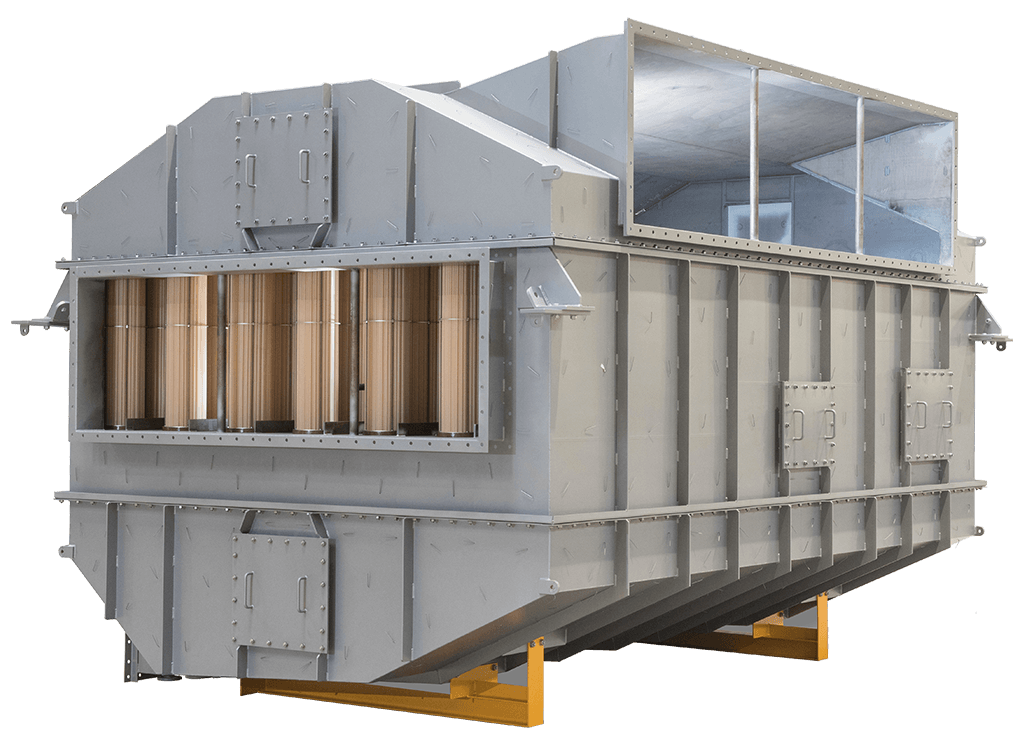
Resistant to corrosive flue gas and exhaust airThe air preheater contains polymer tube bundles, through which the flue gas or exhaust air flows. The polymer is resistant to the acids that are formed. The polymer can handle H2SO4, HCl, HF, H3PO4 and others.
-
 Prevention of corrosion in duct and stack
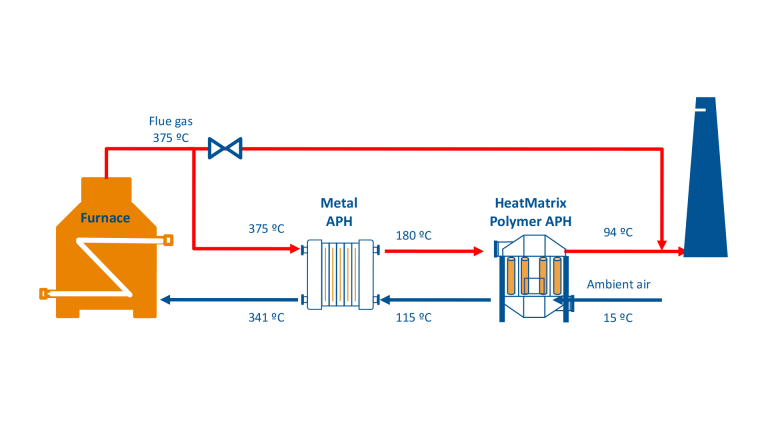
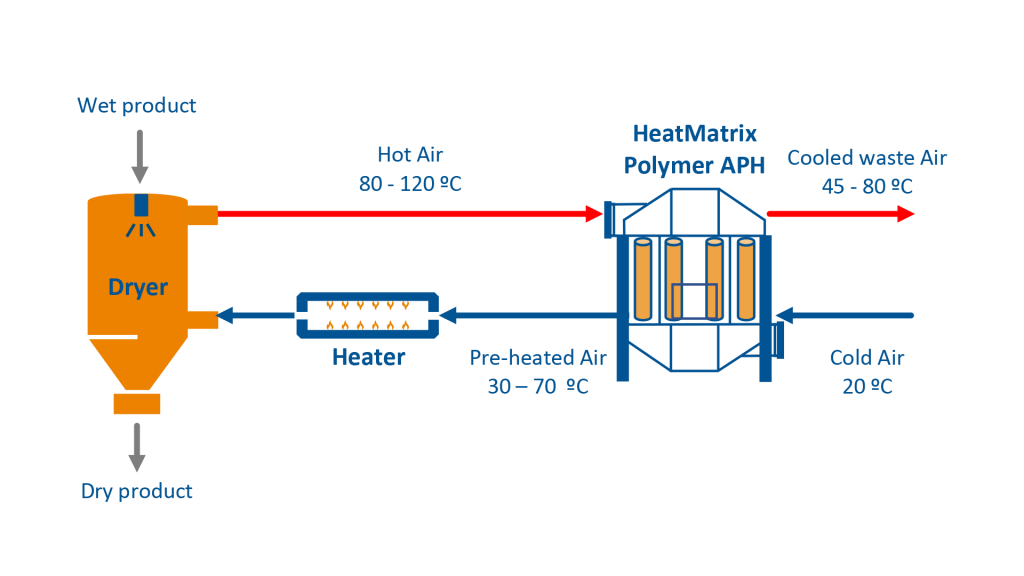
Prevention of corrosion in duct and stackUp to 80% of the acids will be condensed and removed from the flue gas by the polymer air preheater. This lowers the acid dew point substantially and prevents down stream corrosion.